溶接部の欠陥には、いろいろなものがありますが、今回はその中でも代表的なものについて解説します。
この記事を読めば、溶接部の代表的な欠陥について、なんとなく分かるようになるので、お仕事の役に立つと思います。
溶接部の代表的な欠陥5つ
溶接部の代表的な欠陥5つは以下のとおりです。
①高温割れ
②低温割れ
③ブローホール
④スラグ巻き込み
⑤銀点
①高温割れと②低温割れは、溶接金属割れとして、まとめて扱われることもあります。
今回は、わかりやすいように分けて紹介しています。
それでは、順番に解説していきます。
①高温割れ
高温割れは、溶接金属が300℃を超える温度域で割れるものをいいます。
溶接の割れ方には、下図のようにいろいろあります。
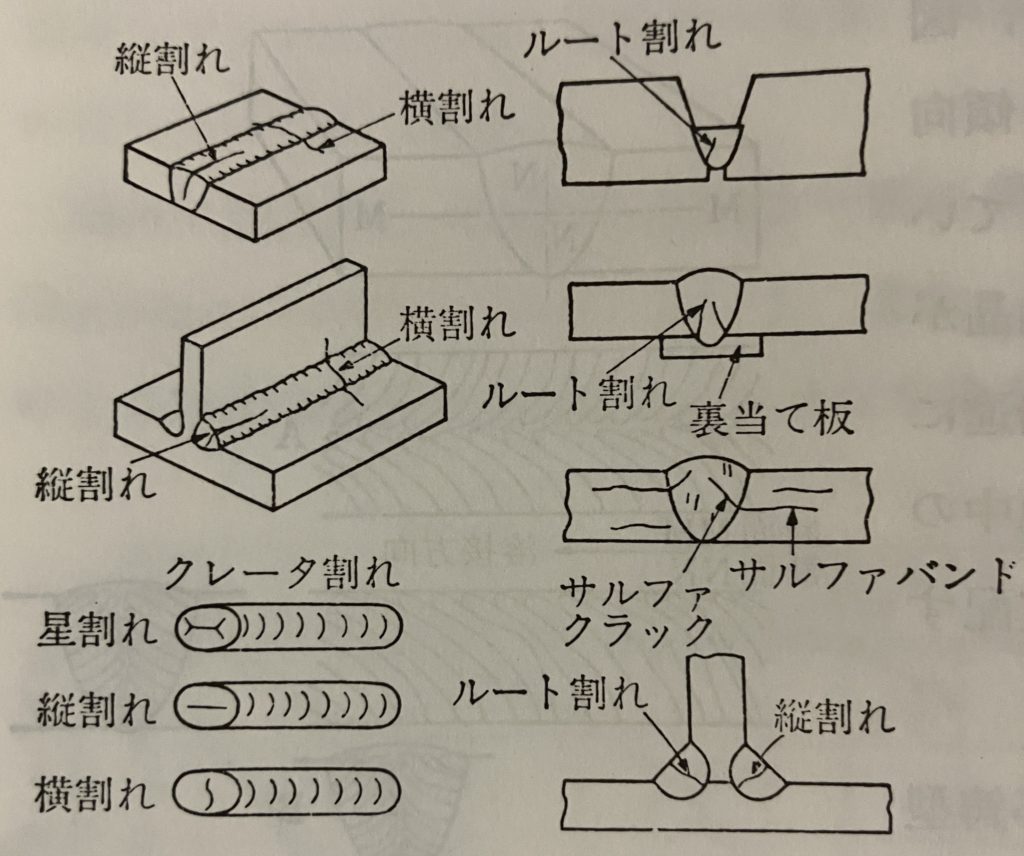
割れ方をざっくり分類すると
・縦割れ
・横割れ
・ルート割れ
・サルファクラック
・クレータ割れ
こんな感じですが、結局はどれも溶接金属が割れています。
高温割れは、溶接金属がその凝固温度(固まる温度)範囲に、延性(伸びやすさ)が乏しい状態で、収縮応力を受けると発生します。
また、粒界内にある低融点の不純物が多いと、発生しやすくなります。
硫化鉄(FeS)と鉄(Fe)の2つの結晶が混ざったもの(共晶)ができます。
この共晶の融点が990℃程度と低いために、鋼の結晶粒界に集まってしまい、結晶粒間の固着力が弱まって、溶接金属が割れてしまいます。
加えて、以下の元素たちも高温割れを促進する原因とされています。
・りん(P)
・ケイ素(Si)
・炭素(C)
・ニッケル(Ni)
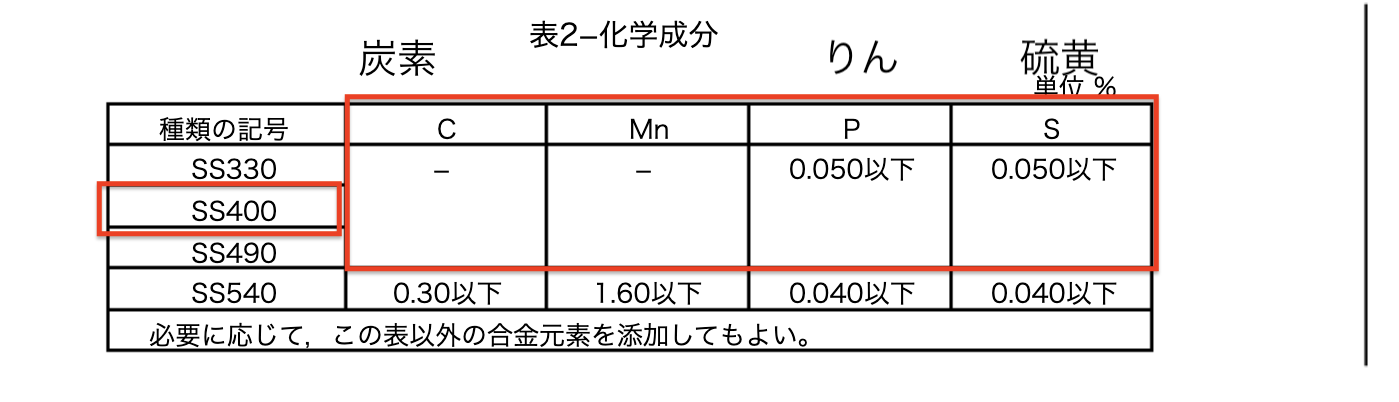
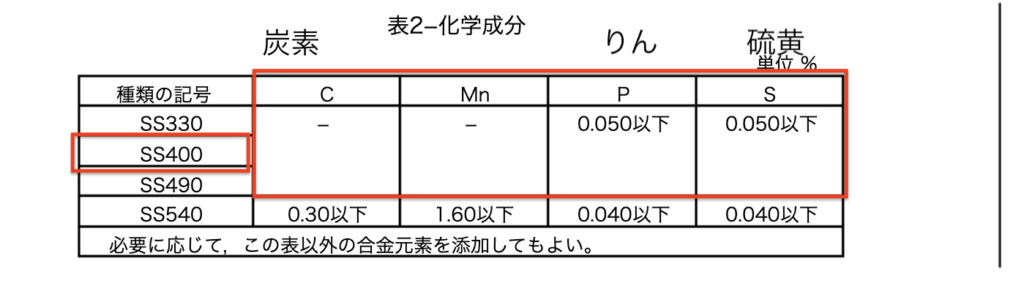
確かに、よく使われる鋼材のSS400って、炭素(C)の化学成分量は規定がないけど、りん(P)や硫黄(S)の化学成分量は規定されていますよね。
これの意味するところは、「SS400でも、溶接の欠陥が起こりづらいように、ちょっとは配慮してるよー」ってことです。
ちなみに、割れが結晶粒界を通ることから、人によっては、高温割れのことを「粒界割れ」と呼んだりもします。
②低温割れ
低温割れは、溶接金属が300℃以下の温度域で割れるものをいいます。
低温割れの主な原因は、以下の4つです。
①溶接金属中に入った水素
②溶接部にかかる収縮応力(高温から室温への冷却時に発生)
③切欠部の応力集中
④溶接金属の延性(伸びやすさ)低下
これらのうち、「①溶接金属中に入った水素」による影響が最も大きいと言われています。
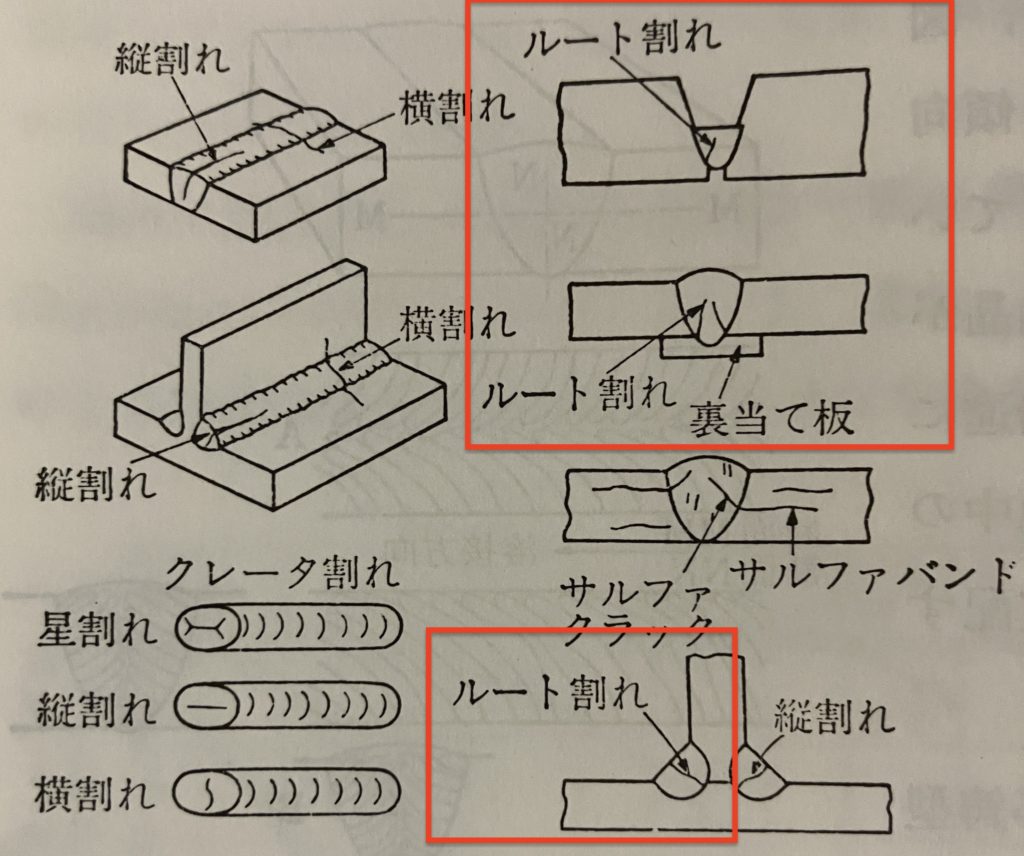
ちなみに、低温割れの代表例は、ルート割れです。
ルート割れは、突き合わせ溶接や隅肉溶接のルート部の応力集中が原因で発生します。
③ブローホール
ブローホールは、溶接金属内のガス(COや水素、窒素など)がうまく表面に出られないことによって、発生します。
ブローホールは、ガス(気体)が原因でできる孔なので、気孔とも呼ばれます。
孔の大きさは、直径0.1〜1mm程度の球状です。
大きいブローホールは、溶接金属の強さや延性に悪影響を与えますが、小さいものは、それほど影響がないです。
④スラグ巻き込み
スラグ巻き込みは、溶接操作が悪く、スラグが鋼の表面に浮かび上がれず、溶接金属内に残ってしまうことが原因で発生します。
具体的には、多層溶接(何回も同じところを溶接すること)で前の層のスラグをよく除去せずに、次の層を溶接してしまうと、特にスラグ巻き込みが発生しやすいです。
⑤銀点
銀点とは、溶接金属の引張、曲げ試験の破断面に現れる円形の銀色のもろい面のことをいいます。
大きさは、1〜5mm程度で、引張試験をすると、異常な絞りや伸びの低下が見られます。
銀点の原因は、水素です。
水素が空孔や介在物のまわりに集まり、溶接金属を脆化させます。
よって対策としては
・水素が少ない溶接棒を使用する
・溶接後に加熱して水素を除去する
これらが有効です。
コメント